“德旺牌”清灰打码机使用说明书
一、功能及适用范围
本机是为鼓式刹车片生产加工而设计制造的清灰打码机,能在刹车片加工后绪工序中进行内外弧清灰、喷码、LOGO印制等项工序,然后送入下一道包装设备进行对产品包装。此机各个动作程序使用PLC程序控制器进行控制。
二、本机特点
(1)、本机生产效率高,可实现一机多能,在一台机器上同时实现内弧、外弧清灰、LOGO印制、喷码或激光打码等多道工序(喷码机由厂家自由选择组装,本机预留有喷码位置)。
(2)、本机可单独使用完成上述各项功能,也可进行联机与加工自动化生产线组合在一起,实现自动化流水线生产;
(3)、本机各个功能全部实现自动化,自动实现各工位加工及各工序间工件输送、定位,提高了生产效率;
(5)、每道工序均采用封闭抽尘装置把加工产生的粉尘抽走,实现清洁自动化生产。
(6)、 可根据用户需要任意选配喷码或激光打码;加装了LOGO印制机构,实现一机多能,减少重新购置设备费用。
(7)、适应面宽,如果适当进行少量调节就能适应多品种、多规格鼓式刹车片的加工生产。
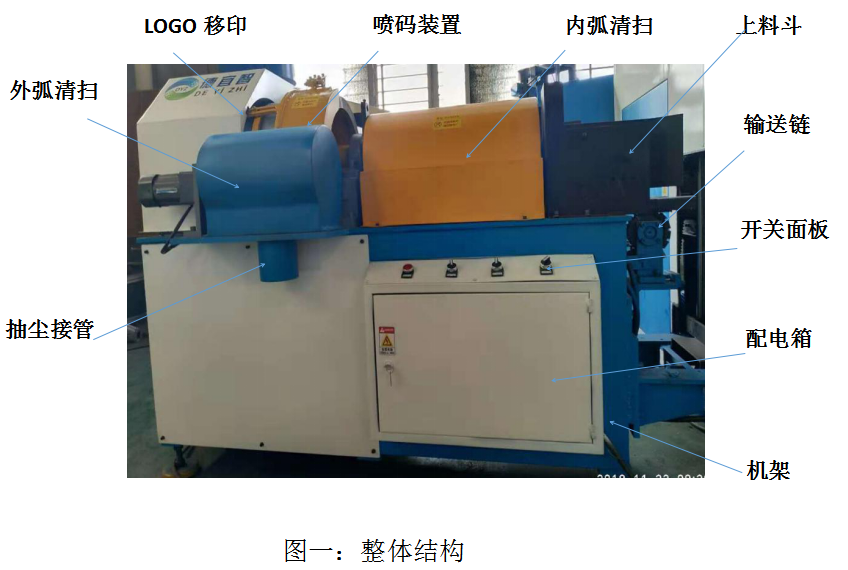
三、机器结构
本机主要由六部分组成,即:机架体、输送部分、喷码部分、移印部分、送出堆垛部分、抽尘部分。部分功能如图一所示:
四、主要参数
1、加工范围:R142~R240mm,宽度80-240mm;
2、主电机功率:0.75KW/380V;
3、加工效率:1人可操作3台;
4、抽尘率:93 %;
5、整机功率:满负荷生产时,整机功率≈1.6 KW/H
6、工作效率:5~26片/分(可调节)
7、机床自重:1300KG
五、使用方法
1、面板操作开关作用
(1)电源开关
打开电源总开关,电源接通,指示灯亮,可以进行工作;
(2)启动--停止开关
此开关打开,清灰、打码机构开始工作,滚筒旋转,在上料箱放置刹车片后可自动进行送件、打码,打码后由气缸将刹车片直接送出;
(3)推片--停止--移印开关:
此开关由停止旋入移印位置,移印机部分开始移印,每次送来刹车片后,机器自动发出指令,进行LOGO印制。此部分在工作中可根据需要,如果产品不需要进行LOGO印制,将此开关旋至推片,此部分机构只是停止移印,但不影响刹车片的送出工作。
(4)轮毂反转按钮
此按钮平常兼作电源指灯用,有电时亮起,无电时熄灭;工作中如果出现轮毂及输送链卡片或其它原因需要倒退情况,可用手点动此按钮,此时轮毂倒转,输送链倒回。
2、开机前的准备工作
开机前,要确定所要加工的刹车片型号尺寸,拿一个刹车片样件
进行试运行,主要看上料箱侧挡板宽度、高度调整是否合适,送件导轨及侧挡板调节是否合适,轮毂上的限位挡圈调节是否到位、LOGO标识移印位置是否符合要求等,这些内容也是机器更换产品型号时必须检查的内容(具体调整方法见下面内容)。
3、使用方法
打开电源开关,打开启-停开关,机器开始运转。产品需要移印时需同时打开移印开关。一切运转正常后就可以在放料箱中堆放刹车片进行正常工作。如果进行移印LOGO,须事先检查油墨盅内的油墨量,不足时应补充添加。如果机器长时间没用,再次启用时油墨太稠需要进稀湿 ,以达到更好移印效果。整机运行速度是每分钟可有5--26片,如果要调整运行速度,可调节配电箱内的变频器旋钮,同时参考变频器显示器显示的频率数字,选择所需要的运行速度。通过此方式可控制设备的实际运行速度。本机由于受移印及打码响应速度限制,工作效率是每分钟不能超过26片,这样才能保证工作稳定,否则容易出现因过快而出现刹车片堆积及卡机情况(出厂时工作效率调整在每分钟25片左右)。
4、调整
机器使用正常情况下一般不需要调整,但是在换刹车片型号后,需要根据刹车片的长、宽、厚的尺寸对设备进行必要的调节,以使机器工作更稳定,不会出现问题![]()
![]() 。
。
(1)上料箱的调节:上料箱的调节主要有宽度调节、厚度调节,宽度调节是调节进上箱两边的调节板,保证两调节板之间的距离比刹车片宽10mm左右即可,另外要调节上料箱厚度调节板,具体方法是松开调节板螺钉,将调节板高度调整为正好每次只能让一个刹车片进入输送导轨即可。
(2)、导轨及侧挡板的调节:
输送链两侧的刹车片移动导轨间距可以进行调整,调整的目的是让输送链上的刹车片贴紧输送导轨,使输送链输送刹车片更稳定;调整导轨上面的侧挡板可以限制刹车片在输送过程中的左右窜动,以保证能将刹车片准确地送入至轮毂,其调整方法也是调松侧挡板的紧固螺钉,位置调整合适时再拧紧螺钉即可。
(3)LOGO标识移印位置的调整:由于刹车片宽度变化较大,移印头的位置是固定的,所以出现在更换产品型号后,移印标识所印的位置不一定是理想的位置,此时就需要调整。具体的调整方法是:调整送片可调整气缸行程,利用调整行程的大小,使每次刹车片在不同的位置停留,使刹车片上的移印位置正好对正在移印头的下方即可。
(4)轮毂挡圈位置的调整:轮毂挡圈可以沿轮毂轴方向进行调整,主要是适应不同宽度的刹车片在喷码时确保端面离喷码头的距离符合喷码要求。
(5)对射式光电开关的调整:滚筒上的刹车片在喷码后离开滚筒进入LOGO印制滑道,由推件气缸推出,推件气缸的动作靠对射光电开关发出信号,而对射开关必须保证光点对正,如果偏移过多,不能有效感知有无刹车片到位情况,影响正常工作,因而就需要调整。调整时,将一端的红外光发射光点对正另一端的接收窗口即可。检验调整的效果如何,可在开机状态用手快速遮挡一下光源,如果气缸能正常动作即可。
(6)链条拆卸后的重装调整:由于此机械需要输送链与轮毂运转的配合才不使送入刹车片与轮毂上的推块发生冲突,因而调整好的机械是不能随便调动各传动链条与链轮间的相对位置的,否则会出现卡片或根本无法输送的情况。但在修理时有时必须拆下链轮链条,那安装时怎样保证链条链轮间相对正确位置呢?这有两种方法:一是拆卸时对链条、链轮的安装位置做上记号,安装时原位装回即可;二是如果拆卸范围较大,或记号搞乱,那就需要重新调整,即:先拆下换向器驱动链条,用一宽约220mm、弦长约200mm的刹车片放入输送链,慢慢送入轮毂下面,刚好送到位时,转动轮毂,使轮毂其中一挡块正好离刹车片边有约30mm的位置,这时在不动轮毂及输送链的情况下将带动换向器的链条接头按好即可,接好后先空转一下,合适即可。如果不合适,再做微量调整。
六、维护保养
1、更换刹车片型号时,一定要先调整好各个调整部位,以确保刹车片能正常输送而不至于卡片。
2、如果出现卡片等故障,应立即停机,防止损坏机械。
3、注意定期清理灰尘,保持切割工作台干净清洁;
4、定期检查各运动部件连接情况,防止松动。
相关产品




相关新闻
更多>>- 枣阳市科技局骆局长新春调研德宜智公司 2016-02-29
- 湖北德宜智精密机械有限公司再获殊荣 2020-05-08
- 我公司特邀代表在无锡2014年度摩擦材... 2020-05-08
- 发明专利获授权 拼搏创新又添“金” 2020-05-08
- 湖北省公布第二批支柱产业细分领域隐... 2020-05-08
- 咸阳院雷建斌等领导考察湖北德宜智公司 2018-12-19
- 湖北德宜智精密机械有限公司凭借专利... 2017-05-12
- 枣阳市发明协会成立 2016-11-08
- 中国摩擦密封材料协会会长王耀先生一... 2016-08-21
- 枣阳市目前正在紧锣密鼓筹建发明协会 2016-03-11